
뒷좌석 통풍구 생산라인의 작업 캐리어 식별
자동차 1차 벤더인 EuWe는 터크의 BL ident RFID 시스템을 이용하여 뒷좌석 통풍구 생산장비의 작업 캐리어를 식별합니다
특수 장비의 연결 생산공정은 하나의 스테이션이 정지하면 모든 장비의 생산 프로세스가 중단된다는 단점이 있습니다. 지능적 버퍼 구역 설정으로 어느정도 연속적인 생산 흐름을 보장할 수 있지만, 이는 작업물 식별이 가능한 경우에 효과적으로 적용이 가능합니다. 자동차 1차 벤더인 EuWe는 터크의 BL ident RFID를 이용하여 뒷좌석 통풍구 신규라인에 이 시스템을 구현하였습니다.
-turck-image-turck-image.jpg)

-turck-image-turck-image.jpg)
-turck-image-turck-thumbnail.jpg)

-turck-image-turck-thumbnail.jpg)

-turck-image.jpg){kind=link}
{kind=link}
-turck-image.jpg){kind=link}
{kind=link}
BMW 뒷좌석 통풍구
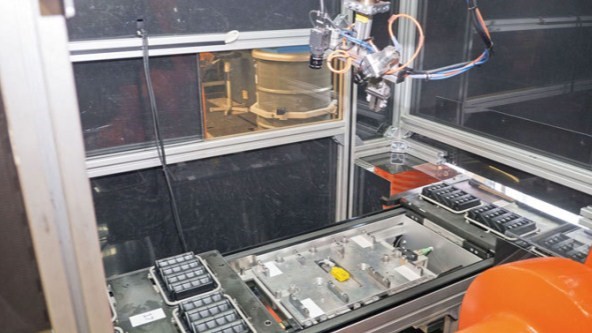
EuWe는 2014년에 BMW의 후방 통풍구 제조용 특수장비로 기존 생산라인을 확장했습니다. 이 시스템은 몇개의 생산 스테이션이 결합된 체계로, 아일랜드 시스템이라고 불리웠습니다. 공정 초입에 사출성형기로 통풍구 블랭크를 제조하고, 컨베이어 벨트를 통해 이를 초음파 용접 스테이션으로 이동하여 플랩을 반제품에 고정합니다. 다음 공정에서 카메라가 용접 오류가 있는지 검사하고, 로봇이 통풍구를 회전시켜 실링합니다. 마지막으로 로봇 암에 달린 특수 조명이 장착된 카메라로 제품의 외관과 실링의 표면 균일성, 부피를 확인합니다.
연결 생산공정 시스템의 단점
''공정 내 작업 캐리어 식별에 가장 적합한 방법이 무엇인가?' 에 대한 질문이 다시 제기되었습니다. 자동화 기술부의 로버트 (Robert Ullmann)는 기존 현장에서 연결 생산공정의 작업 캐리어를 일반 근접센서로 식별하여 진행했던 경험을 가지고 있었지만, 버퍼 구역에서 딜레이를 보상하는 과정이 정확하게 이루어지지 않았기 때문에, 이 부분이 연결 생산공정의 가장 큰 문제로 대두되었습니다. 이 경험을 바탕으로, 로버트는 후방 통풍구의 2번째 산라인에는 RFID를 이용한 캐리어 식별을 권장했습니다.
콤팩트한 하우징으로 간단한 설치
"사실 터크 외의 RFID 시스템도 검토 했지만, 그 공급사의 경우 RFID 읽기/쓰기 헤드가 원통형 하우징밖에 없었습니다." 로버트는 터크의 RFID 시스템을 선택한 한 가지 이유를 설명했습니다. EuWe는 생산라인에 바로 장착할 수 있는 편평한 사각하우징의 TN-Q14-0.15-RS4.47T 읽기/쓰기 헤드를 사용 중입니다. 원형 하우징의 TW-R50-B128 태그는 자재 캐리어 중앙에 설치되어 있습니다.
콘트롤러에 간단하게 적용
" 터크 RFID 시스템의 콘트롤러 적용은 매우 간단했습니다. 특별한 PLC 언어로의 컨버팅 프로그램이 필요하지 않았고, 콘트롤러에서 직접 조작이 가능했습니다. 정보는 PLC 출력으로 기록되었고, 작업 캐리어에 전달됐습니다." 로버트는 지멘스 S7 콘트롤러에 쉽게 적용할 수 있었던 터크의 BL ident RFID 시스템에 대해 덧붙였습니다.
RFID 시스템은 공정 내에서 각 작업캐리어를 총 8번 읽어 들이고, PLC는 해당 캐리어와 캐리어 위에 올려진 후방 통풍구 위치정보와 연결되어 있는 데이터 베이스에 오류 공정을 기록합니다. 해당 데이터는 터크의 BL20 멀티프로토콜 게이트웨이와 Profinet 통신을 통해 S7 콘트롤러로 전송됩니다.
- 자동차
- 필터 생산의 모듈식 유연성 및 안전성
- 전류 모니터링이 통합된 케이블로 운반 시스템의 원치 않는 종료를 방지
- 정확한 재료 공급을 보장하는 유도형 커플러
- MES 직접 연결을 통한 어셈블리 관리
- 자동차 생산 시 차체 감지
- 자동차 생산에서 안정적인 스키드 감지
- 범퍼 생산 시 오류 없는 JIS 오더 피킹
- 레이저 센서를 활용한 배터리 생산 공정의 반짝이는 판금 실린더 감지
- RFID 버스 모드로 리튬 이온 배터리 품질 보장
- 딥 코팅 라인의 레벨 측정
- 중앙 윤활 시스템의 레벨 제어
- 접착 로봇에 대한 품질 보증
- 빠른 플랫폼 정렬을 도와주는 틸트 각도 센서
- 상태 모니터링을 통한 모터 제어
- IP67 하이브리드 모듈로 안전 신호 처리
- 냉각 스테이션의 분산 모니터링
- 이더넷 네트워크로 연결된 로봇 용접 셀
- 용접 클램프 냉각 회로 모니터링
- 드럼 워셔의 유량 모니터링
- 판금 두께 측정
- 개조형 모터 상태 모니터링
- 클라우드 기반 레벨 모니터링
- 프레스 - 툴 식별
- 차체 - 용접너트 감지
- 도장 - 스키드 식별
- 의장 - 로봇 조립
- 파워트레인 - 비접촉 구동
- 로봇 셀 영역 보호
- UHF RFID를 통한 품목 수준 식별
- 냉각 윤활유 공급 모니터링
- 프레스 설비의 유압 제어
- 시저 리프트의 프로세스 압력 측정
- 차체 - 자동차 용접 팁 검사
- 차체 - 수동 적재 용접 셀
- 최종조립 - 검은색 부품 감지
- 최종조립 - 선루프 투명 유리 감지
- 최종조립 - 원거리에서 검사
- 파워트레인- 엔진 블록의 고무 와셔 감지
- 엔진 블록 부품 위치 감지
- 전기 자동차 감지
- 셀프 세차장에서의 차량 감지
- 적용사례
- 스테이터 생산에서 데이터 수집을 위한 RFID 솔루션
- 유연하고 효율적인 생산을 위한 모듈식 공장
- 레이저 센서로 조립 셀 검은색 범퍼를 감지
- 모듈식 생산을 위한 분산 안전 기술
- 모듈러 컨베이어 시스템
- 안전한 툴체인지를 위한 RFID 및 I/O 모듈 솔루션
- 서스펜션 생산에서 RFID 가이드 AGV
- IO-Link를 통한 소음기 생산라인 연결
- 뒷좌석 통풍구 생산라인의 작업 캐리어 식별
- 용접너트 감지
- RFID를 통한 추적
- 엔진 생산에서의 RFID
- 식별솔루션을 통한 범퍼 생산
- 도장 공정 솔루션
- 용접 및 조립 센서
- 조립시스템에 적용된 비접촉식 각도센서
- 툴 식별
- 픽-투-라이트를 통한 효율성 향상
- 인젝터 노즐의 RFID 식별
- 차체 공정에서의 RFID
- IO-Link를 통한 차동기어 생산
- 화학
- 에너지
- 식음료
- RFID 트래킹을 바탕으로 아이스크림 생산에서 음식물 쓰레기 감소
- 상태 모니터링 센서를 사용한 기후 제어 자동화
- 제어 캐비닛의 상태 모니터링
- 저장 창고 내에서 상태 모니터링
- 롤링 머신의 도우 두께제어
- 푸드 컨테이너 식별
- 비전센서 활용한 푸드 컨테이너 확인
- 터미널 챔버로 센서 빠른 교체
- 파이프 엘보 감지 솔루션
- 초콜릿 몰딩 식별
- 적용사례
- 증기 발생기의 클라우드 기반 유지 관리
- RFID를 바탕으로 식품 생산의 트랙 앤 트레이스 가능
- 22종 폭발 위험 구역에서 신뢰할 수 있는 리니어 위치 감지
- 냉장실의 분산 제어 모듈
- RFID를 이용한 도축장 내 육류 생산 공정 추적
- 감자의 가공공정에 사용된 비접촉식 엔코더
- 식품 유통센터에 적용된 UHF RFID
- RFID를 활용한 초콜릿 생산 공정
- 식품 장비를 위한 분산 I/O
- 증류주 공장에 사용된 리모트 I/O
- RFID와 오토 클레이브
- 초콜릿 제조과정의 투명한 트래킹
- 컨베이어용 IP67 파워 서플라이
- 식품 자재창고 식별 솔루션
- 카메라를 이용한 병 감지
- 물류
- 컨베이어 벨트의 상품 식별을 위한 UHF RFID 터널
- 물류센터에서 패키지 걸림 방지
- 자율 지게차의 높이 제어 및 3D 공간 모니터링
- 컨베이어 모듈의 분산 제어
- RFID를 통한 빅백 추적
- 컨테이너 크레인의 거리 감지
- 보호 구역에 대한 접근 통제
- 전기에 민감한 보호 장비의 분산형 뮤팅
- I/O 블록으로 롤러 컨베이어 모듈 제어
- 컨테이너 확인
- 물류 창고에서의 신속한 태그 감지
- UHF RFID를 통한 품목 레벨 식별
- 컨베이어 벨트의 예지보전
- 운송 컨테이너 감지
- 패트병 내 액체 레벨 감지
- 냉동 컨테이너 식별
- 휴대용 단말기로 모바일 컨테이너 식별
- 푸드 컨테이너 식별
- 1차 벤더 - 범퍼 식별
- 저장 창고의 상태 모니터링
- 리치 스태커의 충돌 방지
- 적용 사례
- Efficient Order Picking with Pick-to-Light System
- 컨베이어 기술의 디지털화를 위한 효율적인 솔루션
- 물류: RFID를 통해 99%의 오류 할당량을 줄일 수 있습니다
- RFID: 3건의 배송 오류 방지 후 ROI 달성
- 센서 기반의 완벽한 솔루션을 통한 안정적인 AGV 제어
- 제한된 기동 영역에서 효율적인 트럭 네비게이션
- RFID를 바탕으로 한 지속 가능한 RTI 추적
- 오류 방지 자재 물류를 위한 RFID 솔루션
- HF 버스 모드의 RFID를 바탕으로 씨앗 저장에 용이
- 픽-투-라이트는 매뉴얼 로지스틱스를 60% 이상 가속화합니다
- 픽-투-라이트 솔루션으로 조립 프로세스 촉진
- 주요 빌딩 장소에서 무인 매장을 가능하게 하는 RFID
- I/O 및 세이프티 모듈로 내부물류 처리량 증가
- 원자재 배송 추적
- RFID 기반 출하 제어로 오류 최소화
- 인바운드 및 아웃바운드 자재의 RFID 기반 추적
- 분산형 UHF RFID 솔루션
- 감자의 가공공정에 사용된 비접촉식 엔코더
- 냉장실의 분산 제어 모듈
- QT50 레이더 센서를 활용한 지게차 속도제어 시스템
- IP67 등급의 컨베이어용 전원 공급 장치
- 모듈러 컨베이어 시스템
- 자재창고에 사용된 RFID 솔루션
- RFID를 활용한 서스펜션 생산 라인의 AGV 가이드
- 제약산업에서 RFID의 활용
- 식품 유통 센터의 UHF RFID
- 트럭 자율 주차 지원
- 운송 장비
- 콤바인 수확기의 동물 및 물체 감지
- 상태 모니터링 센서로 기후 제어 자동화
- 스프레이 붐의 자동 경사 보정
- 농약 살포기 분배 라인
- 살포 장비의 각도 측정
- 콤바인 내 곡물 흐름 모니터링
- 크레인 기둥 각도 위치 측정 솔루션
- 소방차 장비 수납부의 조명 설치 솔루션
- 콤바인 내 두 축의 기울기 측정
- 리치 스태커의 충돌 방지
- 적용사례
- 자동차 생산에서 스마트 지게차를 사용한 RFID 솔루션
- 관개 및 배수 펌프의 안전한 원격 유지보수
- RFID 시스템을 통한 출입 통제
- 선택적 아스파라거스 수확기
- RFID 및 엔코더를 활용한 위치 측정
- 레이더센서를 활용한 지게차 속도제어 시스템
- AGV 서스펜션 운송에서의 RFID 가이드
- 슈퍼 요트 리미트리스의 블록 I/O 모듈
- 호퍼 준설선의 마모없는 엔코더
- 분진 방지용 I/O 시스템
- 컨버터 캐비닛 공기 냉각 모니터링
- 퀵 디스커넥트 커넥티비티
- 극한의 추위에서의 자동화 솔루션
- 크레인용 리모트 I/O
- 견고한 중금속 리프팅
- 안전한 롤러코스터 라이딩
- 모바일 기계 솔루션
- 정확한 높이 측정
- 임계각 감지
- 공중 작업대 각도측정 솔루션
- 오일 및 가스
- 포장
- 제약
- RFID를 통한 종단 간 샘플 추적
- Ex 구역에서의 튜브 연결 RFID 제어
- 분산형 패키지 검증
- 이더넷 기반 모듈형 스키드 자동화
- 분산 I/O 기술이 적용된 제약 스키드
- 모듈형 공정 플랜트에서의 방폭
- 밸브 인터페이스 분산 제어
- 1/4 회전 액츄에이터 모니터링
- 파이프엘보 감지 솔루션
- 리모트 시그널 I/O
- 수퍼 스키드 생산계획 및 제작
- 필드 디바이스의 쉬운 커넥션
- 냉동 컨테이너 식별
- 이동식 컨테이너 식별 솔루션
- 핸드 헬드 장치로 모바일 컨테이너 식별
- 호스 연결 식별 솔루션
- 멸균 구역의 호스 연결 식별
- 1종 폭발 위험 구역에서 호스 연결 식별
- 빅백 및 바이오리액터 식별
- 일회용 어플리케이션의 식별
- 적용사례
- 반도체
Select Country
Turck worldwide